Liquid Ring Vacuum Pumps
With decades of engineering expertise, SWAM's Liquid Ring Vacuum Pump series is trusted across industries for handling moisture, vapors, and tough process conditions with consistent performance. Each pump undergoes rigorous performance testing as per BS-1571 Part-2: 1975 / Pneurop Std. 6612 / HEI, and is designed in full compliance with API-681 standards. Both API and Non-API designs are available to meet diverse industry requirements.

Key Features
Isothermal Compression
Maintains stable temperatures during compression for efficient operation.
Quiet & Smooth Operation
Low vibration and noise levels ensure a comfortable work environment.
Corrosion & Erosion Resistance
Built with durable materials for long-lasting protection.
Oil-free & Eco-friendly
Environmentally safe operation without oil contamination.
Self Priming
Automatically removes air to maintain continuous operation.
Benefits
Higher reliability
Higher efficiency
Saving of water
Better ability to handle water / particulate slugs
Flexibility & ease of maintenance
Trouble-free start-up and operation
Higher efficiency, performance and value
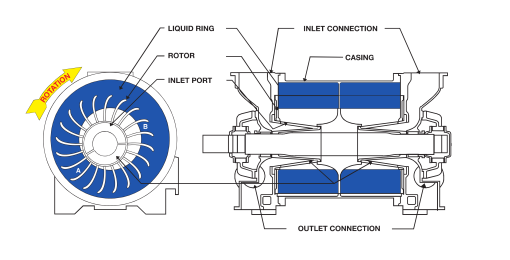
Working Principle & Technology
Understanding the liquid ring technology where liquid acts as a piston to create reliable vacuum performance with high capacity throughput
Liquid Ring Vacuum Technology
The liquid ring vacuum pump operates on the principle where liquid acts as a piston. A balanced rotor with fixed radial blades revolves eccentrically in a casing containing liquid, creating compression and vacuum cycles through the varying liquid ring distance.
Liquid Ring Formation
Liquid rotates in casing forming circular hollow ring at varying distances from rotor axis
Suction Stroke
Moving liquid ring acts as piston on suction stroke when nearest to rotor axis
Compression & Discharge
Chamber volume decreases as liquid ring moves toward center, compressing and discharging gas

Water Ring Operation
Generally water is used as the sealing liquid, creating a reliable and effective vacuum seal for consistent performance
High Capacity Performance
Delivers exceptional capacity up to 30,000 M³/Hr with vacuum levels up to 90% for demanding industrial applications
Versatile Configuration
Available in vertical configuration with multiple material options and sealing arrangements for specific applications
Reliable Operation
Proven liquid ring technology provides consistent performance with minimal maintenance requirements across various industries
Construction
Explore the internal construction of our liquid Ring Vacuum Pump, engineered with precision for maximum efficiency and durability.
Available Models (by Series)
Browse each series below. Swipe cards to view all models and specs.
Double Stage (Liquid Ring Vacuum Pumps & Compressor) – SVLD
Chemical Series – Single Stage Plate Design (SVLP)
Chemical Series – Double Stage (SVLD)
SVL – Closed Coupled Series (SVLC)
Applications
Our liquid ring vacuum pumps are trusted in a wide range of industries for their reliability and performance.
Oil and Gas Plants
Pulp & Paper Industries
Power Plants
Chemical Plants
Textile Industries
Jet and Surface Condensers

Ready for High-Capacity Vacuum Solutions?
Connect with our engineering experts to discover how Liquid Ring Vacuum Pumps can enhance your processes with reliable performance, high capacity operation, and proven liquid ring technology.
Select Your Country / اختر بلدك / Choisissez votre pays
Choose your location to get content in your preferred language
You can change your country selection anytime from the settings